July 13, 2021 •Corrosion CONTROLLED, Infrastructure, Water
-1.png?height=630&name=Untitled%20design%20(15)-1.png)
After Tucson Arizona's major 1999 water pipeline failure, the city began a Water Pipeline Protection Program. This piece details the failure, the remedial actions, and the proactive approach Tucson Water has taken since.
Prestressed Concrete Cylinder Water Pipe Failure
Tucson, Arizona, USA has a service area that includes more than 4,600 miles (7,400 km) of pipe, 142 transfer valves, more than 21,000 hydrants, 88,000 flow valves, and much more. In 1999, one of the utility’s 96-inch (243.8 cm) prestressed concrete cylinder pipes (PCPs) failed. The sudden release of water included approximately 38 million gallons (143.8 million L) out of a 60-million-gallon (227.1 million L) reservoir. This failure cost the city well over $5 million in repairs, homes, vehicles, and, of course, getting the affected roadways back to their original nature.
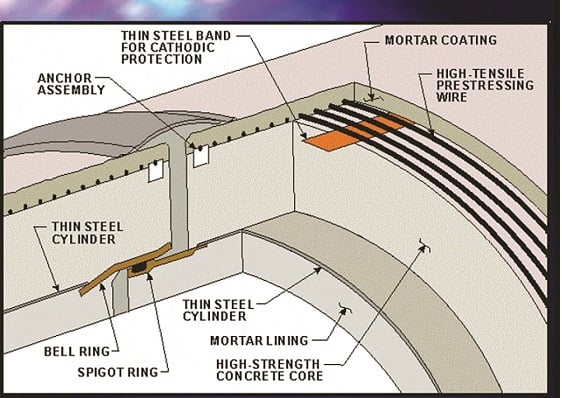
The integrity of a PCP pipe lies largely in the prestressed wire. The prestressed wire is stressed to 75% of its ultimate tensile strength -- leaving no tolerance for corrosion, which is important in the watertightness of the steel cylinder within. (Figure 1)
When a failure occurs on a prestressed pipe, most commonly, the mortar coating cracks, and then moisture migrates through, thereby corroding the wire. Eventually, the water pressure overwhelms this weak point, and a failure occurs.
Along with the failure of the 96-inch pipe, a 72-inch (182.9 cm) valve also failed. Crews were en route to try to isolate the main. They had a hydraulic actuator that they put onto the valve stem and attempted to close the valve. As the crew was closing it, there was a sudden release of water. The top portion of the disc failed, went downstream, did “Morse code” on the inside of the 96-inch pipe, and was ejected out the hole that had opened up.
Although a typical PCP failure, it was time to find out why it happened and what they could have done differently, said Paul Acosta, quality control manager at Tucson Water.
Inventory and Assessment of the Utility's Pipelines
Acosta has a saying: “You get what you inspect, not what you expect.” Tucson Water immediately took a proactive approach, taking inventory of its major pipelines to prepare for inspections and condition assessments. With all of the utility’s means of transmission included, The Pipeline Protection Program was under way.
It started with regular visual and sounding inspections, but the program has since advanced to utilizing some of the latest technologies available—for example, electromagnetics. Electromagnetic testing allows for the detection of broken wire zones in PCP, including the number of broken wires in that zone.
Electromagnetic testing capabilities indicated that there were 30 broken wires on the 66-inch (167.6 cm) main. Tucson Water inspected it and found an area with 16 broken wires. The technology worked at this location.
In another instance, testing showed that there were 50 broken wires on a 54-inch (137.2 cm) pipe. Once dug up, Tucson Water saw that the mortar was intact. However, it was discovered that, when the original manufacturer ran out of wire or the wire actually broke during pipe production, it was corrected with a splice before the pipe wrap continued. This caused the detection of broken wires in that area.
And while the technology doesn’t always work, it is still an important tool in the tool kit with all of Tucson's departments now having acoustic monitoring connected to a data acquisition system that uses fiber optic cables at the pipe inverts to analyze data and identify the location of each wire break.
Tucson Water also uses the services of a company that performs finite element analysis on the pipelines and provide risk failure curves. This enables the water department to prioritize the various risks involved to better manage the pipelines.
Corrosion Control -- A Water Utility Essential
Along with condition assessments of pipelines, corrosion control is essential.
The first line of defense against corrosion is typically a coating or a lining, whether it’s sprayed on or it’s a polyethylene encasement. Tucson Water also uses impressed cathodic protection (CP) systems, deep well anode systems, as well as sacrificial systems.
Corrosion control has helped Tucson Water. In 2006, electromagnetics revealed that, on a 78-inch (198.1 cm) PCP main, there were multiple locations of broken wires and zones with 20 or more breaks. Acoustic monitoring also revealed that the pipeline was active, i.e., wires continued to break.
A local Tucson-area contractor, performed a close interval potential survey. The pipe-to-soil levels were in the range of 400 millivolts, which is indicative of possible corrosion on the pipe. An impressed CP system was then installed, with no additional acoustic wire events on this main to date.
Every one of Tucson Water’s pipelines has a corrosion monitoring test station installed, typically every 1,000 feet (304.8 m). Other pipelines that are cathodically protected include the department’s 66-inch, 54-inch, and 48-inch (121.9 cm) pipelines. There have not been any acoustic events on these pipelines and the electromagnetics show very little distress, indicating that the wires on the PCPs are largely inactive.
There is, however, one particular section of pipe that is active acoustically. This area has what is known as “black pipe” and has an epoxy coating. With this type of coating, the current demand goes way down, and the level of CP required is much lower.
There is some debate over using cathodic protection on PCP systems so it is important to test a pipeline first to determine whether it can in fact be cathodically protected, Acosta advises.
Another Water Pipeline Failure
In 2012, Tucson Water had another 96-inch pipe failure. This time, there was no sudden release of water. Emails alerted Acosta that a wire break had occurred, what pipe number it was, and how many wires had broken. He immediately requested that the reservoir and the 96-inch be isolated. After analyzing the data, it was obvious that the pipe was going to fail—not if, but when. A subsequent excavation showed that this pipe already had a huge amount of structural damage and was bulging (See Figure 2). “It was so bad that I was able to reach my hand into the failed outer core and touch the steel cylinder,” Acosta recalls.
During the outage for this 96-inch pipe, the department continued its inspection downstream. An 84-inch pipe model at this time found that there were issues with the wires -- with more serious issues going on downstream. The Tucson Water team went back into the pipe to further its inspection and investigation, although they found nothing. Acosta then ordered destructive inspections -- which revealed that the steel cylinder had torn away at the joint.

Additional Pipeline Protection Steps and Technologies Used
Acosta says he uses the acoustic monitoring and data acquisition system because “it’s obvious. When you look at a [bulging] pipe like this, there had to have been huge acoustic events leading up to it. We want to utilize these technologies and try to capture events of interest.” When a lot of acoustic events are captured in a particular location, the team is directed to perform further inspection. Acosta says, “We started finding that they were cracked, and there was a leak on rotated bends. You could see the cracks. We prevented more failures again.”
Tucson Water is also moving in the direction of pipe repair and pipe renewal whenever possible, including carbon fiber reinforced polymer (CFRP).
And, there is electrical continuity to be considered. By installing corrosion test stations every so many feet, span resistance tests can be performed to determine whether there is electrical continuity between pipe segments. If that continuity is broken,i it is important to renew that joint and the bonds. Tucson Water utilizes a pin brazer to correct these types of electrical discontinuities between pipe segments.
Rounding out the water utility's proactive protection program are such technologies as
• Transient pressure sensors to monitor surges that occur in the mains
• Rotocells to identify hotspots comfortably from inside a vehicle
• Resistivity and IP surveying systems for pipeline span resistance tests, soil resistivity tests, and circuit resistance measurements
• Leak detection equipment
• Ground-penetrating radar to create heat maps of break history
For more information on corrosion in the water and wastewater industry, sign up for a free subscription to NACE's WaterCorr, a triannual, digital publication covering this industry’s technologies and best practices.
Source: Based on a Materials Performance webcast and can be viewed on demand at no charge at materialsperformance.com/webinars.
FREE DOWNLOADS
White Paper: An Action Plan for Reducing Pipeline Failures, Costs with Corrosion in the Water Sector
Special Report: The Future of Corrosion Control, Insights from the Experts